A discrepancy in a model number, a missing report, or confusion over a standard—in procurement, these seemingly minor oversights can, at best, result in on-site installation failures and project delays; at worst, they can lead to structural safety hazards, project rejection, or even trigger trade compliance risks.
For round bars, rebar, and wire rods—the three most common and easily confused types of construction steel—the risks to engineering safety are often hidden. Substituting plain round bars for ribbed bars may not reveal any issues in the short term, but during an earthquake, insufficient bond strength could lead to structural collapse. Processing coiled rebar as ordinary wire rod results in weld joints that fail to meet strength standards; once fabricated into mesh panels, these joints may fail under load. These hazards do not manifest immediately but, if used improperly, can gradually escalate into irreversible consequences.
This feature will outline the most common pitfalls international buyers encounter when sourcing these three types of steel and provide a practical guide to help you avoid these pitfalls and mitigate risks from the outset.
Misconception 1: Material Selection Errors—Purchasing coiled rebar as ordinary (smooth) wire rod; substituting round bars for ribbed rebar
Misconception 2: Ignoring indicators such as yield strength, elongation, and impact toughness; focusing solely on tensile strength
Misconception 3: Failing to distinguish between the “hot-rolled” and “cold-drawn” conditions of round bars
Misconception 4: Ignoring surface appearance and internal defects
Misconception 5: Standards and Certification Misconceptions Third-party inspection
Misconception 6: Packaging and Transportation Note: The impact of export licenses on delivery times
Introduction:Definitions and Differences Between Round Bars, Wire Rods, and Rebar
1.Round Bar

Round bar refers to solid, long steel bars with a circular cross-section, and their specifications are generally expressed in millimeters of diameter.
Round bars are classified into three types based on production processes: hot-rolled, forged, and cold-drawn. There are many grades of round bar, such as: 10#, 20#, 45#, Q215-235, 42CrMo, 40CrNiMo, GCr15, 3Cr2W8V, 20CrMnTi, 5CrMnMo, 304, 316, 20Cr, 40Cr, 20CrMo, 35CrMo, and others. The diameter of hot-rolled round bars typically ranges from 5.5 to 250 millimeters. Smaller round bars (5.5 to 25 millimeters) are mostly supplied in straight lengths bundled together and are commonly used as reinforcing bars, bolts, and various mechanical parts; while round bars larger than 25 mm are primarily used for manufacturing mechanical parts or as billets for seamless steel pipes.
Based on chemical composition, round bars can be classified into low-carbon steel, medium-carbon steel, and high-carbon steel. Low-carbon steel round bars possess good plasticity and toughness, making them easy to process and form; medium-carbon steel round bars have higher strength and a certain degree of toughness; high-carbon steel round bars, on the other hand, offer even higher strength and hardness. In addition, there are alloy round bars, which incorporate other elements to improve the material’s mechanical properties or special characteristics.
In terms of mechanical properties, indicators such as strength, hardness, ductility, and toughness can be adjusted according to different steel grades and heat treatment processes to meet various application requirements. Physically, round bars exhibit good thermal and electrical conductivity, while their coefficient of thermal expansion and density vary depending on the material composition.
2.Wire Rods

Wire rod refers to solid, long steel bars with a circular cross-section and small diameter that are supplied in coiled form. Because it is delivered in coils, it is also known as wire rod. Its specifications are generally expressed in millimeters of diameter. The common diameter range for wire rod is 5.5 to 22 millimeters, with sizes between 5.5 and 13 millimeters being the most commonly used.
Wire rod is commonly classified into three types: Q195, Q215, and Q235. However, for construction steel, only Q215 and Q235 grades are used. Commonly used specifications include diameters of 6.5 mm, 8.0 mm, and 10 mm. Currently, the largest wire rod produced in China can reach a diameter of 30 mm. In addition to serving as reinforcement for reinforced concrete in construction, wire rod is also suitable for wire drawing and wire mesh applications.
Based on production processes, wire rod is primarily classified into high-speed wire rod (high-speed wire) and ordinary wire rod (ordinary wire). High-speed wire rod is produced using high-speed twist-free rolling mills, with rolling speeds reaching 80–160 meters per second. It features large coil weights (typically 1.8–2.5 tons), is seamless, offers high dimensional accuracy (tolerances as precise as 0.02 millimeters), and exhibits uniform and stable performance; Standard wire rod is produced on cross-lay double-high rolling mills, featuring slower rolling speeds, smaller coil weights, and the possibility of multiple joints within a single coil; it is currently being gradually replaced by high-speed wire rod.
Based on chemical composition, wire rod can be classified into low-carbon steel wire rod, medium-carbon steel wire rod, high-carbon steel wire rod, and alloy steel wire rod. Low-carbon steel wire rod (such as Q195 and Q235) has good ductility and is easy to process, making it widely used in construction and general metal products; Medium-carbon steel wire rod offers higher strength and a certain degree of toughness; high-carbon steel wire rod possesses even higher strength and hardness, and is commonly used to manufacture springs, steel wire ropes, and other products with stringent requirements; alloy steel wire rod, through the addition of elements such as chromium, nickel, and vanadium, can further improve its mechanical properties or special characteristics.
In terms of mechanical properties, the strength, hardness, ductility, and toughness of wire rod can be adjusted according to different steel grades and subsequent heat treatment processes to meet various application requirements, such as building structures, cold heading, and wire drawing. In terms of physical properties, wire rod possesses good thermal and electrical conductivity; its coefficient of thermal expansion and density vary depending on the material composition but are typically similar to those of round bars with the same composition.
3.Rebar

Reinforcing bars are long steel bars with a circular cross-section used in reinforced concrete or prestressed concrete structures. Their surfaces are generally smooth or ribbed, and they are supplied in straight lengths or coils. The standard lengths for reinforcing bars are 9 m and 12 m; 9-meter-long bars are primarily used in road construction, while 12-meter-long bars are mainly used in bridge construction. Reinforcing bar specifications are expressed in millimeters of nominal diameter, with the commonly used range being 6 to 50 millimeters, subject to national tolerance limits. Coiled reinforcing bars (coiled rebar) with diameters of 6 to 12 millimeters are frequently used for floor slabs, stirrups, and similar applications, while straight reinforcing bars with diameters of 12 millimeters or greater are primarily used for beams, columns, and load-bearing structures. Reinforcing bars are classified by strength into three grades: HRB335, HRB400, and HRB500.
Based on production processes, reinforcing bars are primarily categorized into hot-rolled, cold-rolled, and heat-treated bars. Hot-rolled rebar is the most common type; it is produced by rolling heated billets and possesses good overall mechanical properties. Cold-rolled rebar is produced by further cold working of hot-rolled rebar, which increases strength but reduces ductility. Heat-treated rebar undergoes quenching and tempering, resulting in higher strength and making it suitable for prestressed concrete structures.
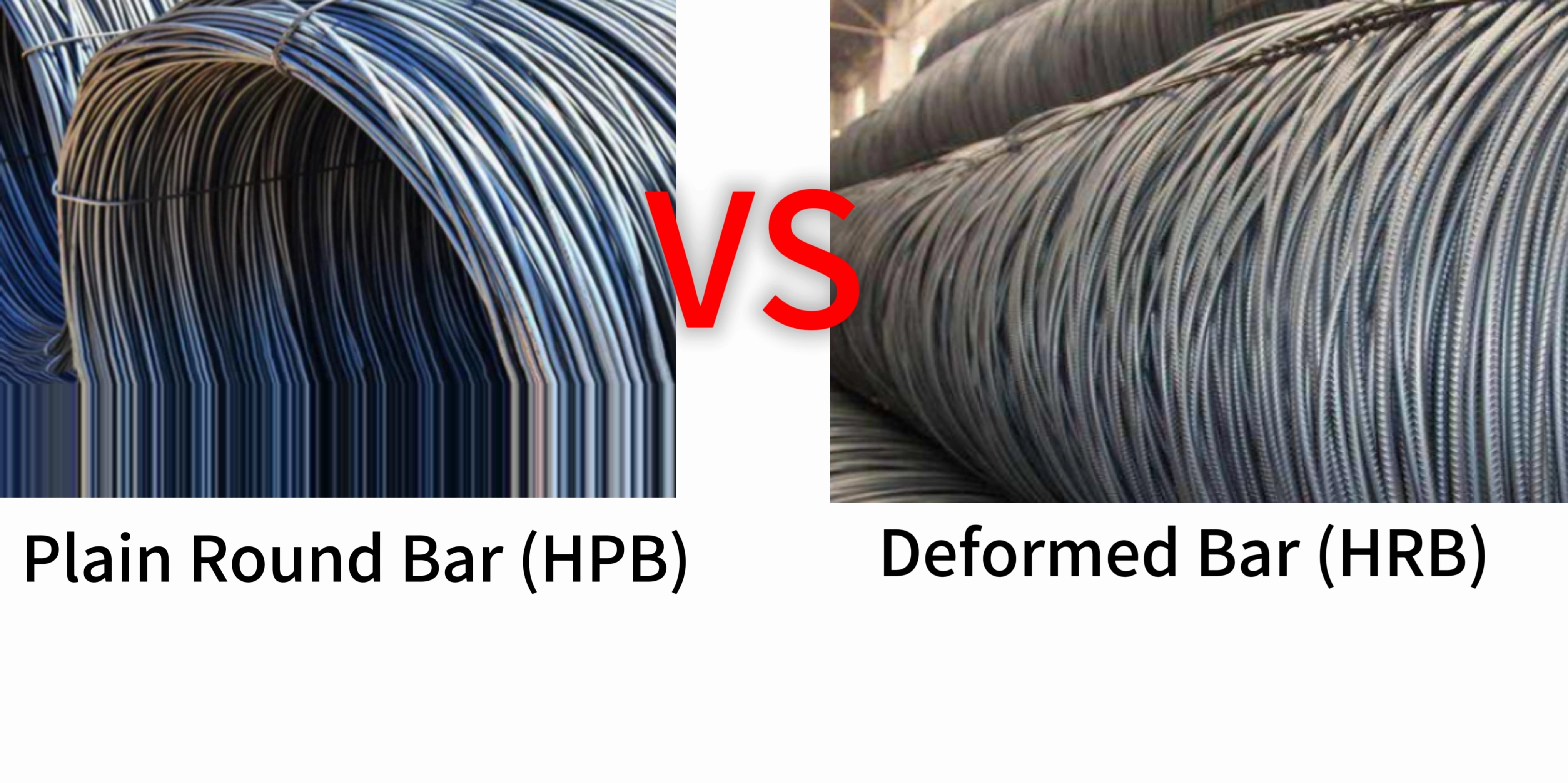
Based on surface texture, reinforcing bars can be classified into Plain Round Bars and ribbed bars. Plain round bars (such as HPB300) have a smooth surface and typically range in diameter from 6 to 22 millimeters. They have weaker bond strength with concrete and are mostly used for reinforcement in non-load-bearing structures or as stirrups; Ribbed steel bars (commonly known as deformed bars, such as HRB400 and HRB500) have longitudinal and transverse ribs on their surface, which significantly enhance the bond strength with concrete; they serve as the primary load-bearing reinforcement in reinforced concrete structures.
Based on chemical composition and strength grades, steel bars can be classified into low-carbon steel bars of ordinary strength and low-alloy high-strength steel bars. Low-carbon plain steel bars (such as HPB300) have good ductility and are easy to bend and weld, but their strength is relatively low; low-alloy ribbed steel bars (such as HRB400 and HRB500) incorporate small amounts of elements like manganese, silicon, and vanadium into carbon steel, significantly improving their yield strength, tensile strength, and overall performance. They are currently the mainstream products in the construction industry.
In terms of mechanical properties, the yield strength, tensile strength, elongation after fracture, and total elongation at maximum stress are key indicators; at the same time, the steel must meet requirements for cold bending and fatigue performance. The mechanical properties of steel bars of different grades and specifications can be adjusted through controlled cooling after rolling or heat treatment processes to meet the varying requirements of ordinary concrete structures, seismic-resistant structures, and prestressed structures. In terms of physical properties, the density of reinforcing bars is approximately 7.85 g/cm³, and their coefficient of thermal expansion is similar to that of concrete (approximately 10–12 × 10⁻⁶/°C), ensuring that the two materials can work in concert during temperature changes. Additionally, reinforcing bars possess good thermal conductivity and a certain degree of weldability, facilitating on-site fabrication and connection.
Misconception 1: Material Selection Errors Purchasing coiled rebar as if it were ordinary (smooth) wire rod; using round bar instead of ribbed rebar
In international steel procurement, a common pitfall is judging a product’s intended use based solely on its appearance or form of supply, while overlooking the inherent link between surface characteristics and functionality. The two most common sources of confusion are: using coiled rebar (i.e., ribbed coiled steel bars) as smooth wire rod for wire drawing; and using smooth round bars (round steel) as ribbed rebar for load-bearing concrete structures. While these two types of errors appear different, they both involve substituting functional compatibility with superficial similarities in product appearance, and the ultimate cost far exceeds the value of the materials themselves.
Coiled rebar, formally known as “ribbed steel bars delivered in coils,” refers to ribbed steel bars wound into coils like wire rod; it is a type of construction steel. Ribbed steel bars are widely used in various building structures. The advantage of coiled rebar over standard ribbed steel bars is that while standard ribbed steel bars are only available in lengths of 9–12 meters, coiled rebar can be cut to any length as needed.
The reason ribbed steel bars have horizontal and vertical ribs on their surface is to create a mechanical interlock with concrete, making them suitable for use as stirrups or in precast components in building structures. However, many buyers, upon seeing the product delivered in coiled form, assume that “anything that comes in coils can be drawn.” Consequently, they feed the coiled rebar directly into wire drawing machines. The results are disastrous: these protruding ribs severely wear down the drawing dies during the drawing process, reducing die life by more than 70%; simultaneously, uneven stress distribution causes frequent wire breakage, leading to a sharp increase in the rate of defective products. Ultimately, buyers not only fail to obtain qualified wire products but also incur multiple losses from die replacement, production line downtime, and scrap disposal. In contrast, smooth round wire (such as SAE 1008, Q195, or SWRM 6) has a smooth surface and is specifically designed for subsequent cold working processes (wire drawing, cold heading, or braiding). The correct approach is as follows: if the product will undergo wire drawing, cold heading, or braiding, smooth round wire (such as SAE 1008, Q195, etc.) must be selected, as its smooth, rib-free surface is specifically designed for subsequent cold working. Coiled rebar, on the other hand, should be strictly used for concrete reinforcement. Be sure to note “Surface condition: ribbed/smooth” and the corresponding standards on the purchase list; never make blanket assumptions based solely on the appearance of the “coil.”
Another costly misconception is the practice of directly substituting smooth round bars for ribbed rebar in load-bearing structural elements such as concrete beams, slabs, and columns, simply to save money or take advantage of readily available stock. While this substitution may appear to reduce material costs, it actually creates significant safety hazards. The transverse and longitudinal ribs on the surface of ribbed rebar are key to generating mechanical interlock with the concrete—it is precisely this interlock that allows the rebar to work in concert with the concrete to withstand tensile forces. In contrast, smooth-surfaced rebar has a bond strength with concrete that is typically only 30%–50% that of ribbed rebar. Under load, smooth-surface rebar is prone to slipping within the concrete, leading to premature cracking of the structural member, a significant reduction in load-bearing capacity, and even unexpected brittle failure. Building codes in the vast majority of countries (such as the U.S. ACI 318, European Eurocode 2, and China’s GB 50010) explicitly prohibit the use of smooth-surface rebar in primary load-bearing areas. If discovered by construction supervisors or quality inspection authorities, the project will not only fail inspection but may also face demolition and reconstruction, legal action, or even criminal liability. The correct practice is: all load-bearing reinforcing bars in concrete structural members must be ribbed steel bars compliant with the standards of the project’s host country (e.g., ASTM A615 Grade 60, BS 4449 460B, GB/T 1499.2 HRB400). Smooth steel bars may only be used in non-load-bearing or secondary areas, such as embedded parts, lifting eyes, structural reinforcement, or grounding conductors. When balancing cost and safety, safety should never be compromised.
Misconception 2: Ignoring metrics such as yield strength, elongation, and impact toughness; focusing solely on tensile strength
Mechanical properties serve as the core basis for evaluating a material’s behavior under applied loads. They directly determine whether a material can be safely and reliably applied in practical engineering applications.
Mechanical properties refer to the deformation and failure characteristics exhibited by a material when subjected to external forces (such as tension, compression, bending, or impact). These properties do not involve changes in the material’s chemical composition and constitute an important component of its physical properties.
In international steel procurement, many buyers tend to use “tensile strength” as the sole measure of steel quality, and many may mistakenly believe that the higher the tensile strength, the better the material quality. When comparing quotes from different suppliers, they often focus only on whether the tensile strength value on the material specification sheet “meets the standard,” while overlooking other equally critical mechanical properties such as yield strength, elongation, and impact toughness. In reality, tensile strength alone is not a definitive criterion for quality. Different applications have varying requirements, and other performance metrics may be more critical in certain scenarios.
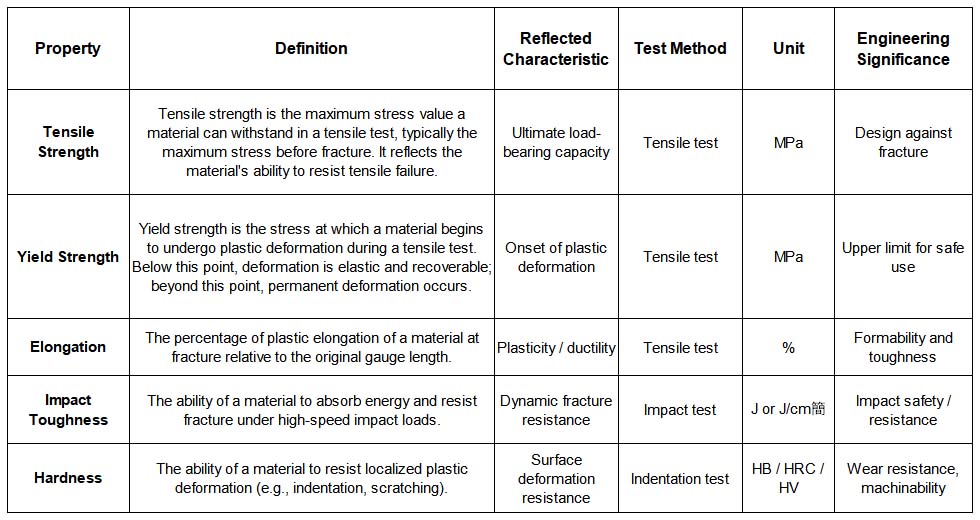
Tensile strength refers to the maximum stress a material can withstand during tensile testing. It is a key indicator for evaluating a material’s load-bearing capacity. In practical testing, tensile strength is typically measured on standard test specimens.
Yield strength refers to the stress value at which a material begins to undergo permanent deformation when subjected to a load. Unlike tensile strength, yield strength reflects the material’s deformation characteristics during the initial stages of loading.
In steel testing, yield strength is typically determined using a stress-strain curve. In a tensile test, once the stress on the material reaches the yield point, the material continues to deform even if the applied load is no longer increased. Determining yield strength is particularly important in engineering design because it helps engineers establish the safe working range of the material.
Some may believe that yield strength and tensile strength are the same, but in fact, they are distinct. Yield strength represents the critical point during the elastic stage of a material, whereas tensile strength denotes the limit point during the plastic stage.
Elongation refers to the extent to which a material can stretch before breaking under tension, typically expressed as a percentage. It is a key indicator for evaluating a material’s ductility and reflects its ability to deform before failure. Many people may have misconceptions about elongation, believing that materials with low elongation are necessarily less durable. In reality, elongation is closely related to the specific application.
When testing steel, in addition to tensile strength, yield strength, and elongation, there are other important physical and chemical properties, such as hardness and impact toughness, which also significantly influence the material’s performance.
For steel materials, higher or lower values of technical specifications are not necessarily better; rather, these specifications should be adjusted to a balanced range based on specific requirements. For steel, unless there are structural issues (i.e., product defects), there is no inherent “good” or “bad” regarding technical specifications; it depends on the intended application.
Require suppliers to provide complete mechanical property reports. Take samples from each batch of steel and send them to a qualified laboratory to test for contractually specified parameters such as yield strength, elongation, and impact energy.
Misconception 3: Confusing the “hot-rolled” and “cold-drawn” states of round bars
Many buyers, when ordering round steel bars, focus only on the grade (e.g., Q235, 45#) and diameter size, while completely overlooking whether the supply condition is cold rolled or hot rolled. Some also believe that cold rolled round steel is necessarily superior to hot rolled round steel in all aspects.
In fact, cold rolled steel offers a higher surface finish and greater strength, but due to cold work hardening, its toughness is typically lower, and the material is more brittle and more prone to deformation. If deep drawing or bending operations are required, blindly selecting cold rolled steel can easily lead to fracture. Cold drawn round steel has poor weldability and is highly prone to cracking when used in load-bearing welding.
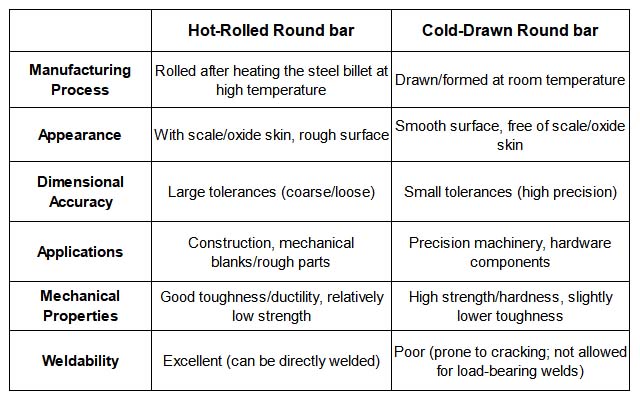
During procurement, it is essential to require the supplier to explicitly specify the supply condition, and to provide both a certificate of the supply condition and a mechanical property report. Do not rely on experience or intuition as a substitute.
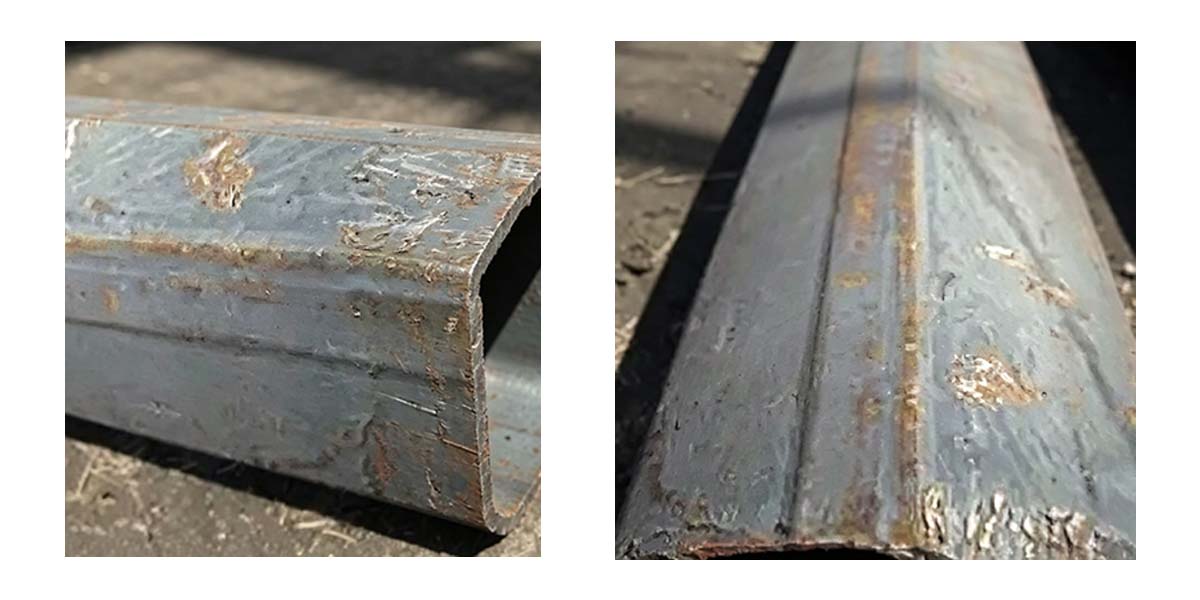
Misconception 4: Neglecting Surface and Internal Defects
4.1 External Defects:
Surface Cracks: Refers to linear crack patterns appearing on the steel surface, generally aligned with the forging or rolling direction.

Causes: These defects are primarily caused by surface overburning, decarburization, porosity, deformation, excessive internal stress, and high levels of sulfur and phosphorus impurities during processing (forging, rolling, and heat treatment/tempering), resulting in hairline cracks, hot cracks, and cold cracks.
Inspection Methods: Surface cracks can be detected through visual inspection, acid etching, magnetic particle testing, dye penetrant testing, and metallographic examination. When confirming the presence of cracks, care must be taken to distinguish them from cracks that appear on the surface of the steel due to the brittleness and porosity of the scale itself, which fractures under slight bending, while the steel itself remains intact.
Laps and Folds: Tongue-shaped or scale-like metal flakes adhering to the steel surface, forming overlaps in localized areas with distinct folding patterns.
Cause: During hot working, metal flow and deformation caused by flash, burrs, dents, inclusions, subsurface porosity, and surface porosity on the steel billet result in the formation of overlapping layers and folds on the surface.
Fin: These are raised areas on the steel surface extending along the rolling direction.
Cause: Excessive clearance between the rolling mill rolls causes the steel surface to bulge along the gaps.
Scratches: Also known as gouges, these are linear or curved grooves on the surface of steel caused by external forces (the bottom of the groove is visible).

Common surface defects include cracks, folds, scale, scratches, and decarburized layers. In the case of wire rod, surface cracks can rapidly propagate during drawing, leading to frequent wire breakage; scratches can cause cold-headed wire rod to crack during forming, causing the scrap rate to skyrocket from less than 1% to over 10%. For rebar, surface folds may not affect acceptance, but they can cause the material to crack during bending operations. For bright round bars, a single scratch is enough to render the entire bar scrap.
4.2 Internal defects:
Types of internal defects include residual shrinkage cavities, porosity, segregation, Blowholes, Scabs, inclusions, and so on.
Internal defects are more concealed than surface defects and can only be detected through ultrasonic testing or low-magnification microstructural examination. Non-metallic inclusions reduce the fatigue life of steel; central segregation and porosity can lead to center cracks after cold drawing; white spots are internal microcracks caused by excessive hydrogen content, which can result in brittle fracture without warning—such defects are absolutely unacceptable in any steel subjected to tensile stress.
The cost of ignoring these defects far exceeds the value of the material itself: production downtime, skyrocketing defect rates, premature failure of finished products, rejection at construction sites, and even structural safety incidents. If serious defects are discovered during incoming inspection, the entire shipment may be returned, and the claims process can take months.
Therefore, during the actual procurement process, the following measures can be taken to prevent external and internal defects in the products: First, clearly specify defect acceptance criteria (such as ASTM A370 or EN 10221) in the contract, and stipulate the maximum decarburization depth and non-destructive testing (NDT) grade. Second, require suppliers to provide EN 10204 3.1 or 3.2 certificates, accompanied by ultrasonic testing reports when necessary. Third, commission a third-party inspection agency to conduct random sampling for surface and internal defects prior to shipment.
Misconception 5: Misconceptions About Standards and Certification Third-Party Inspection
In international steel procurement, standards and certifications represent a seemingly basic yet frequently overlooked area where errors occur. Many buyers assume that as long as the contract specifies “HRB400” or “Grade 60,” the products delivered by the supplier will necessarily meet the requirements. However, different national standards systems may have varying requirements for the chemical composition, tolerances, and testing methods of the same grade; and different versions of the same standard (such as ASTM A615-20 vs. A615-22) may also contain subtle differences. An even more common issue is that buyers accept only the “Certificate of Conformity” (2.2 certificate) issued by the supplier themselves, without ever requesting independent third-party testing, only to discover upon delivery that the actual product does not match the certificate.
5.1 Standard Confusion: Same Grade, Different Properties
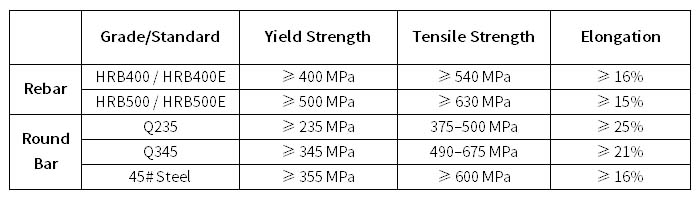
Treating grades from different standards as directly equivalent is the riskiest practice. For example, HRB400 in China’s GB/T 1499.2 requires a yield strength of ≥400 MPa, while Grade 60 in the U.S. ASTM A615 standard requires ≥420 MPa. If HRB400 is used to replace Grade 60, the strength may not meet the design requirements of U.S. projects. Similarly, the European standard B500B has a yield strength of 500 MPa, which is significantly higher than that of HRB400; direct substitution would result in waste and fail design verification. Furthermore, requirements for elongation, bend core diameter, and carbon equivalent vary across standards. When purchasing, the applicable standard and specific version number must be clearly specified; vague phrasing such as “or equivalent standards” is unacceptable.
5.2 Ignoring Standard Versions: Older Certificates May Be Invalid
Standards are updated periodically. Some suppliers still use older versions of test reports or certification certificates. If the project specifications in the destination country require the latest version, older certificates may be rejected by supervisors or customs authorities. Procurement contracts should specify the year of the applicable standard. For example, ASTM A615/A615M—one of the most widely used reinforcing bar standards in the international market—applies to deformed and plain carbon steel reinforcing bars for concrete reinforcement. It covers both bar and coil supply forms and includes three strength grades: Grade 40, Grade 60, and Grade 75. This standard is updated frequently: Version A615/A615M-24 was released in 2024, and it was updated to Version A615/A615M-25 in November 2025. With only about a year between Version -24 and Version -25, suppliers who continue to use certificates based on the older version may face scrutiny from the destination country’s project authorities or customs officials.
5.3 Third-Party Testing: The Most Direct Form of Assurance

Many buyers rely solely on “certificates of quality” issued by suppliers themselves. Such certificates may contain falsified data or be based on non-representative test samples. The internationally accepted practice is to require an EN 10204 3.1 certificate (signed by a manufacturer-authorized inspection representative and accompanied by specific test data for each furnace batch). For high-risk or high-demand projects, a 3.2 certificate (issued by a third-party inspection body such as SGS, BV, or Intertek after witnessing or participating in the testing) should be further required.
Third-party inspections can be further categorized into five types: pre-production inspection, in-process inspection, sampling inspection prior to delivery of finished products (pre-shipment inspection), loading supervision, and factory audits (factory assessment). Among these, the most common and reliable inspection method in the steel industry is to stipulate pre-shipment third-party inspection (PSI) in the contract, whereby an independent body designated by the buyer conducts on-site sampling, testing, and report issuance at the factory. Only products that have undergone third-party inspection can effectively reduce the risk of disputes upon arrival.
Misconception 6: Packaging and Transportation(Note: The Impact of Export Licenses on Delivery Times)
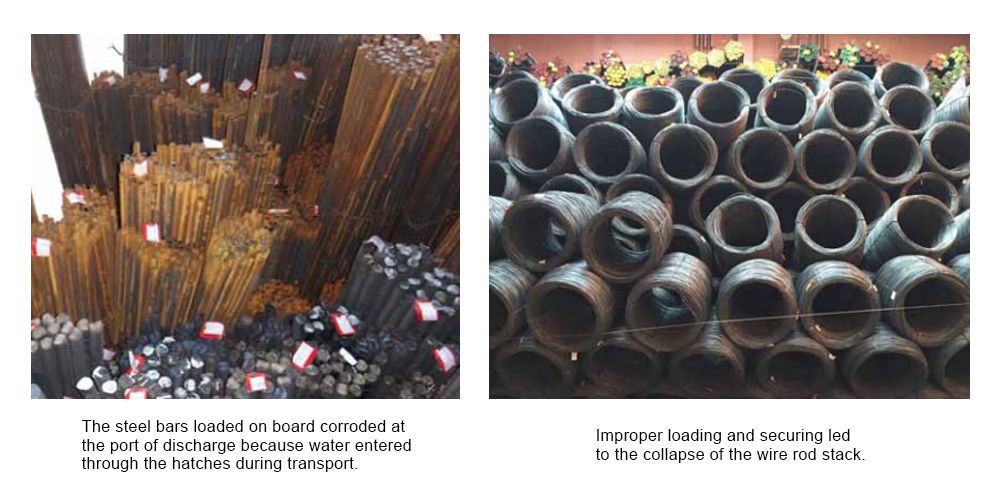
In international steel trade, packaging and transportation are often the most overlooked clauses in purchase contracts, yet they are also the areas most prone to disputes. Many buyers focus only on the unit price of the product, neglecting the bumps, compression, moisture, and salt spray corrosion that steel may experience on its journey from the factory to the port of destination. When the goods arrive rusty, deformed, broken, or even lost, the losses often far exceed the initial savings on packaging costs.
Many buyers only stipulate "delivery period: 30 days after receiving the prepayment" in their contracts, completely unaware that, since January 1, 2026, China has implemented export license management for 300 steel products under 10-digit commodity codes. Wire rod, coiled rebar, rebar, and round bar are all included in the scope of control. If buyers do not allow sufficient time for the license application, the delivery period will be forced to be delayed by 2-3 weeks, or even the order may be cancelled due to delays in license processing.
6.1 Regarding transportation and packaging:
6.1.1 Packaging of coiled products (wire rod, coiled rebar)

Wire rod and coils are delivered in coil form, and the most common transportation problems are rust and loose packaging. If adequate rust prevention measures are not taken during packaging (such as applying rust-preventive oil, wrapping with VCI rust-preventive paper, and sealing with stretch film), the inner layers of the coils will quickly become heavily rusted after dozens of days at sea in the humid and salty environment. Minor rust can be treated with acid washing, but this will increase costs and delay delivery; severe rust will directly render the material unusable. Furthermore, loosely bundled coils will loosen and become tangled during transport, making unloading difficult and potentially damaging other cargo.
During actual loading and transport, wire rods may be damaged by pressure caused by factors such as excessive stowage height or being pressed against the bottom of the cargo hold or the sides or end bulkheads of the ship.
During stowage, wire rods are usually arranged in transverse rows with the centerline facing bow-stern. The wire rods are placed vertically, with each coil resting against an adjacent coil. The stowage of upper and lower layers of wire rods should ensure that each coil overlaps the coil below it.
Steel wire rod. The typical stacking method for the bottom layer of wire rod is as follows: the coils face bow to stern. Wire rod generally does not require additional padding because it is not as heavy as steel coils and therefore does not pose a significant threat to other cargo or the ship's cargo hold structure. Where possible, a layer of soft padding material should be placed at the bottom of the cargo hold to prevent steel-on-steel contact and to avoid potential damage to the wire rod and cargo hold floor. Additionally, padding planks should be placed against the ship's sides and sloping side structures to prevent steel coils from contacting the ship's structure.
6.1.2 Packaging of straight products (rebar, round bar)
Rebar and round bar are delivered in straight bundles. They are typically accompanied by 1-inch (2.5 cm) wide steel hoops or binding wire. Common problems include loose bundling, causing the bundles to unravel during lifting, or the lack of corner protectors at the ends, allowing the lifting cables to directly cut into the ends of the steel bars, causing deformation or cracking. For a bright round bar requiring high-precision machining, surface scratches are fatal—without soft material insulation or wrapping, friction during transport can render a significant amount of material unusable.
Depending on the geometry of the cargo hold, products can be stowed bow-to-stern or laterally when loading into containers.

To prevent unforeseen risks during shipment or transportation, it is essential to include packaging requirements in the contract. The following packaging requirements are for buyers' reference:
Rust Prevention: All products should have a specified rust prevention level based on the destination climate and sea freight duration. For example: apply washable rust-preventive oil + VCI rust-preventive paper + seal with stretch film. For high humidity or long-haul routes, desiccants can be requested.
Bundling: Coils must be secured with at least four steel straps, with additional cross-straps if necessary. Straight strips should be bundled with at least four steel straps, with corner protectors at both ends. Reinforcing mesh should be supported by wooden pallets, with layers separated by wooden strips or rubber pads.
Lifting and Labeling: All packaging should be marked with the center of gravity, lifting points, gross weight, and cargo dimensions. Coils should be marked "Do Not Roll". Straight strip bundles should be marked "Care for Ends".
Inspection: Request the supplier to provide photos or videos of the packaging process, or include packaging as an inspection item in the pre-shipment inspection.
6.2 Regarding export licenses:
Starting January 1, 2026, China will implement export license management for 300 steel products. Wire rod, coiled rebar, rebar, and round steel are all included in the controlled scope. This marks the reinstatement of the system after 16 years since its abolition in 2009. For details, please see

According to regulations, export licenses are generally valid for six months, and the expiration date cannot exceed December 31st of the current year. If a contract is signed in November but the license application is only submitted in mid-December, the validity period may extend into the next year, preventing timely shipment and potentially rendering the order invalid.
In mid-to-late December each year, export licenses for the following year can be applied for in advance, but the buyer needs to proactively communicate this arrangement with the seller. From contract signing to obtaining the license, at least 10-15 working days are required. Without advance planning, the delivery date will inevitably be delayed.
For international buyers, it is recommended to add "compliance and delivery date protection" clauses to the contract when purchasing steel. Specifying responsibilities, time limits, and consequences of breach of contract in advance is a fundamental safeguard for protecting their own interests.
These misconceptions are not far removed from reality; they occur daily in international trade. Hopefully, this article will provide you with guidance for future procurement.
We sincerely hope that the information we provide can make more beneficial value. In addition, we sincerely invite you to leave valuable comments and advice on our website. We will follow up on your comments and advice at any time on our website.
CSMC - Empowering small and medium-scale steel purchasing.
Editor: Hana Kyra
Mail: cs@chinasteelmarket.com









|

|

|

|

|
| Timely Info | Independent | Platform | Multiple guarantees | Self-operated storage |
China Steel Market
Empowering small and medium-scale steel purchasing
| About us | Channel | Useful tools |
|---|---|---|
| About China Steel Market | Prices | Steel Weight Calculation |
| Contact Us | Answers | Why Choose Us |
| Terms & Conditions | Inventory | |
| Privacy Policy | Help |
Hot search words: