11/05/2026
General Administration of Customs: China exported 9.498 million metric tons of steel in April
According to data released by the General Administration of Customs on May 9th, China exported 9.498 million tons of steel in April 2026, 4.0% month-on-month.

17/04/2026
General Administration of Customs: China exported 9.135 million metric tons of steel in March.
According to data released by the General Administration of Customs on April 14, 2026, China exported 9.135 million tons of steel in March.

10/04/2026
Jiuquan Iron & Steel has successfully developed and begun mass production of Q550D high-strength steel for coal mine hydraulic supports.
11/03/2026
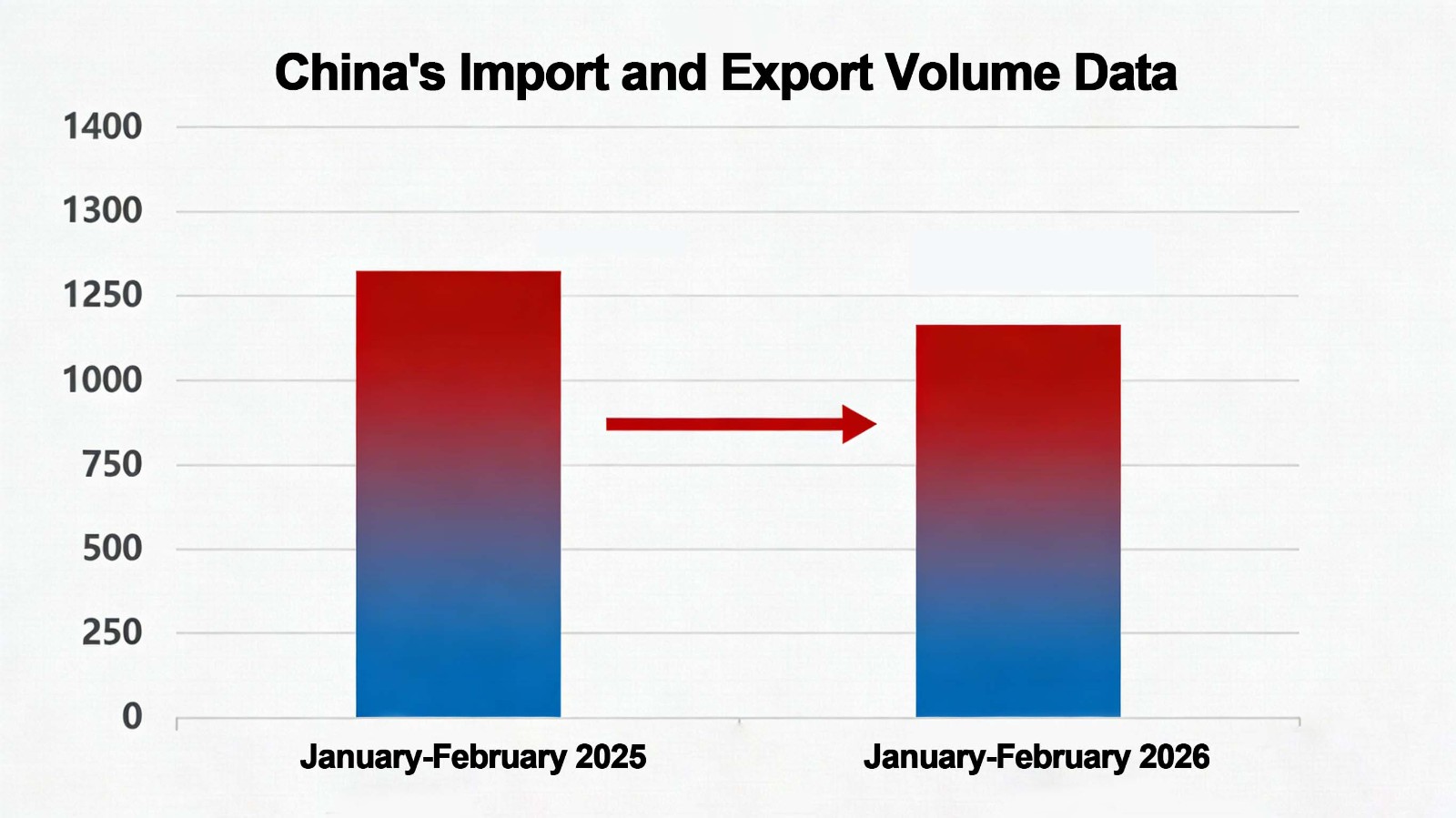
According to data released by the General Administration of Customs on February 10, China's cumulative steel exports in January-February 2026 reached 15.591 million tons.

12/11/2025
In October 2025, China Exported 9.782 Million Tons of Steel
Data on the volume of national imports and exports released by the General Administration of Customs on November 7 shows that China exported 9.782 million tons of steel in October 2025.

14/10/2025
In September 2025, China Exported 10.465 Million Tons of Steel.
According to the national import and export volume data released by the General Administration of Customs on September 13, China exported 10.465 million tons of steel in September 2025.

09/09/2025
In August 2025, China Exported 9.51 Million Tons of Steel
The national import and export commodity volume data released by the General Administration of Customs on September 8 showed that China exported 9.51 million tons of steel in August 2025, a decrease of 326,000 tons from the previous month, a decrease of 3.3% from the previous month.








|

|

|

|

|
| Timely Info | Independent | Platform | Multiple guarantees | Self-operated storage |
China Steel Market
Empowering small and medium-scale steel purchasing

| About us | Channel | Useful tools |
|---|---|---|
| About China Steel Market | Prices | Steel Weight Calculation |
| Contact Us | Answers | Why Choose Us |
| Terms & Conditions | Inventory | |
| Privacy Policy | Help |
Hot search words: