12/11/2025
In October 2025, China Exported 9.782 Million Tons of Steel
Data on the volume of national imports and exports released by the General Administration of Customs on November 7 shows that China exported 9.782 million tons of steel in October 2025.

14/10/2025
In September 2025, China Exported 10.465 Million Tons of Steel.
According to the national import and export volume data released by the General Administration of Customs on September 13, China exported 10.465 million tons of steel in September 2025.

25/09/2025
General Administration of Customs: China exported 5.63 million tons of steel plates in August.
According to the latest data from the General Administration of Customs, in August 2025, China exported 1.63 million tons of steel bars, a year-on-year increase of 51.0%.

09/09/2025
In August 2025, China Exported 9.51 Million Tons of Steel
The national import and export commodity volume data released by the General Administration of Customs on September 8 showed that China exported 9.51 million tons of steel in August 2025, a decrease of 326,000 tons from the previous month, a decrease of 3.3% from the previous month.
03/09/2025
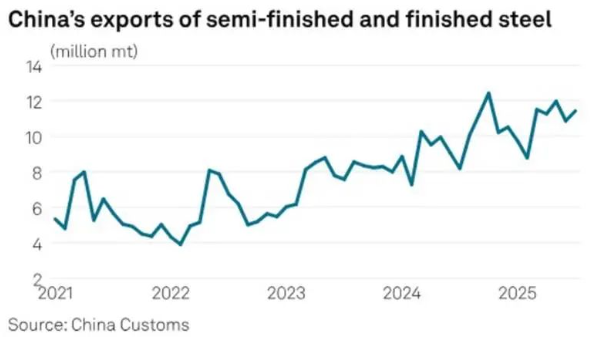
China's steel exports are expected to hit a new high this year
China's total steel exports this year are expected to hit a record high. Although exports have remained strong recently, they may fluctuate in the future due to the recovery of domestic demand and trade policies, but new breakthroughs are still expected throughout the year.

22/08/2025
General Administration of Customs: China exported 6.13 million tons of steel plates in July.
General Administration of Customs: China exported 6.13 million tons of steel plates in July, a year-on-year increase of 19%.

15/08/2025
The EU Launches a Mechanism to Monitor the Import and Export of Scrap Metal Raw Materials
EU launches customs monitoring system for scrap metal trade to secure supply and support emission cuts, with potential further trade controls.








|

|

|

|

|
| Timely Info | Independent | Platform | Multiple guarantees | Self-operated storage |
China Steel Market
Empowering small and medium-scale steel purchasing

| About us | Channel | Useful tools |
|---|---|---|
| About China Steel Market | Prices | Steel Weight Calculation |
| Contact Us | Answers | Why Choose Us |
| Terms & Conditions | Inventory | |
| Privacy Policy | Help |
Hot search words: