27/08/2024
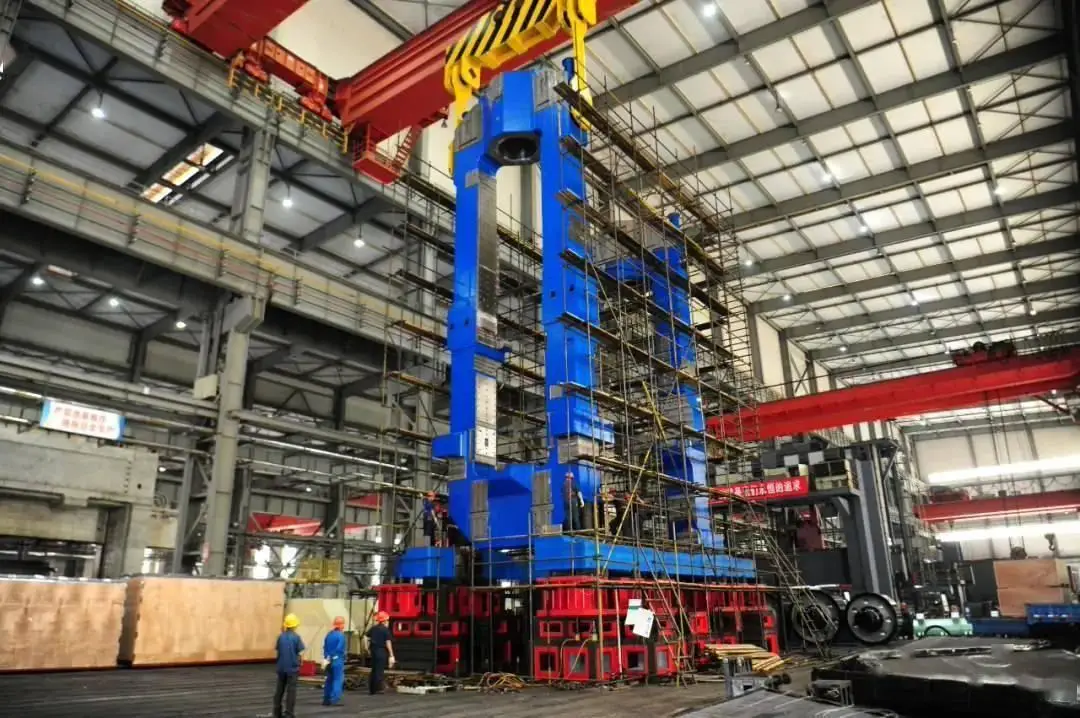
The King of Rolling Mills in the World! Henan Iron and Steel Group 5600 mm Rolling Mill Stand is Officially Delivered
On the morning of August 23, the 5600mm wide and heavy plate roughing mill rolled off the production line in Luoyang, Henan, marking the world's wide and heavy plate rolling mills entering the 5600mm era.
Read More
09/07/2024
Ansteel Co., Ltd. Helps the Shenzhen-Zhongshan Cross-River Channel to be Completed
Ansteel Co., Ltd. supplied 175,400 tons of high-energy-density welded medium and thick plates for the Shenzhen-Zhongshan Channel submarine tunnel project and is the largest steel plate supplier for the project.
Superior corrosion resistance and long-lasting protectionThe hot-dip galvanized layer forms a dense zinc-iron alloy layer on the steel surface through the metallurgical combination of zinc and iron, which can effectively isolate corrosive media such as oxygen and moisture. In suburban environments, the standard coating lifespan can reach over 50 years; in urban or near-shore areas, it can provide stable protection for over 20 years, far exceeding that of ordinary paint and other coatings. The corrosion rate of zinc in the atmosphere is only 1/17 to 1/18 that of steel, and it has self-healing capabilities—when the coating is locally damaged, the surrounding zinc acts as a sacrificial anode, preferentially corroding to protect the exposed steel substrate.Comprehensive and Uniform ProtectionHot-dip galvanizing ensures that every corner of the workpiece, including recesses, sharp corners, welds, and inner walls areas that are difficult to coat are uniformly covered with zinc, achieving "no dead angles" protection. This is especially suitable for structurally complex components such as light poles, pipes, and grating panels.High Mechanical Strength and Toughness: The hardness of the hot-dip galvanized layer is higher than that of the steel itself, possessing excellent impact and abrasion resistance, and can withstand mechanical damage during transportation, installation, and use. At edges and corners, the zinc layer is often thicker, further enhancing the durability of these vulnerable areas.Economic Advantages and Low Life Cycle CostsWhile the initial investment in hot-dip galvanizing may be slightly higher than some coatings, it requires no regular maintenance or repainting, significantly reducing long-term repair, replacement, and labor costs. Its highly mechanized, factory-based production process also saves more manpower and time than manual painting.Reliable Process and Convenient InspectionHot-dip galvanizing is a mature process with clearly defined quality standards (such as BS EN ISO 1461). Coating thickness is predictable and controllable. The coating can be quickly inspected visually or with a simple thickness gauge, ensuring consistent quality.Environmental Protection and SustainabilityCompared to paints containing organic solvents, hot-dip galvanizing does not produce volatile organic compound (VOC) pollution, making it more environmentally friendly. Its long lifespan also reduces material replacement frequency, meeting the requirements of resource conservation and sustainable development.Excellent environmental adaptabilityHot-dip galvanized materials maintain stable performance under various harsh conditions such as humidity, high temperature, industrial atmosphere, and marine environment, and are widely used in greenhouses, power transmission towers, bridges, ships and chemical equipment.
Material: Weld neck flanges are made from thick ordinary steel plates, while slip on flanges are primarily made from forged steel parts.Weld Type: Welds in weld neck flanges cannot be inspected by radiographic testing, while slip on flanges can. The welding method between the pipe and flange in a weld neck flange is a fillet weld, while the welding method between the weld-on-neck flange and pipe is a circumferential weld. Slip-on flanges use two fillet circumferential welds, while weld-on-neck flanges use a butt circumferential weld.The difference between weld-on-neck flanges and slip on flanges lies in the weld joint. Weld-on-neck flanges have one more weld joint than slip on flanges. Slip on flanges use fillet welds, and the flange boss also uses a fillet weld. The weld between a weld-on-neck flange and a pipe is a Class B weld, while the weld between a weld-on-neck flange and a pipe is a Class C weld. The connection methods differ: The structural difference between slip-on flanges and weld neck flanges lies in the connection method between the pipe and the flange. Slip-on flanges are generally connected via flange angles, while weld neck flanges are connected to the pipe by a butt joint.The nominal pressures differ: Slip-on flanges have a nominal pressure range of 0.6~4.0 MPa, while weld neck flanges have a nominal pressure range of 1~25 MPa.
I purchased galvanized steel sheets from their company earlier this year. They provide raw material certificates with clearly stated chemical composition and mechanical properties (yield strength, tensile strength, etc.), fully compliant with national standards. The adhesion between their material substrate and zinc coating is excellent; as long as your mold and process parameters are appropriate, there have been almost no instances of large-area zinc coating peeling or noticeable micro-cracks during bending.If you're still concerned, I strongly suggest they send a sample for testing first. That's what we did; we bent it a few times, tested the zinc coating, and once the results came back, we had a clear understanding of its quality.
China Steel Market
Empowering small and medium-scale steel purchasing
Hot search words:
China Rebar prices China Wire Rod Prices